
今回はこのようなご質問を頂いた事から3Dプリンタのノズルとヒートベットとの距離(ノズル高)のレベル調整の話をしたいと思います。
質問(抜粋)
〜Ender3 V2の記事を読ませてもらい、レベル調整方法として厚みプレートを使われているという話が出ていましたが、具体的にはどのものようなものを使い行ってるのでしょうか?
3Dプリンタのレベル調整で特に重要となるのがホットエンドのノズルとヒートベット間の距離、つまりノズル高の調整は最も重要となる調整項目になるかと思います。
基本的にこのノズル先端部分とヒートベットとの距離は約0.2mmほどが最適と言われているようで、コピー用紙などを挟み調整する事が多くなるかと思います。
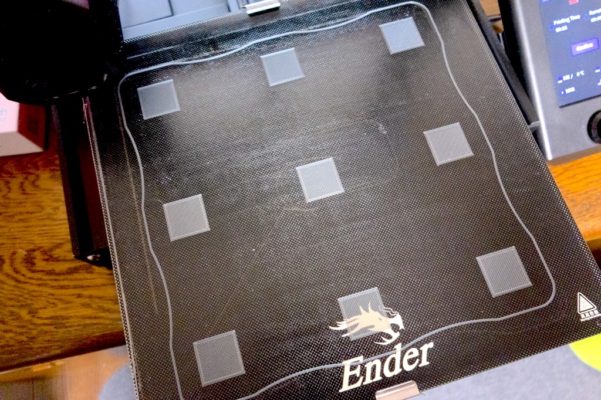
こんな感じで四隅に紙を置きレベリングナットを回してノズル高を均等(ベットが水平)になるように調整するやり方ですね。
3Dプリンタで一番面倒くさい作業!
いろいろとやり方はあるけど・・・0.2mmとか0.3mmの厚みサンプルってのがホームセンターに売ってたけどどうだろうか🤔
ハイテクなのかローテクなのかほんま分からん機械ですなぁ!
もうオートレベリングがいい📝 pic.twitter.com/QP1dU7eFKO
— ガジェット大好き!! (@smartphone_jp1) April 15, 2021
実際のところ、この約0.2mmという間隔をコピー用紙を使って調整するやり方は結構厄介といいますか曖昧なので、これを具体的な数値で調整出来た方が感覚的にも分かりやすいのかな?と思うようになりシックネスゲージと呼ばれる隙間ゲージを使うようになりました。
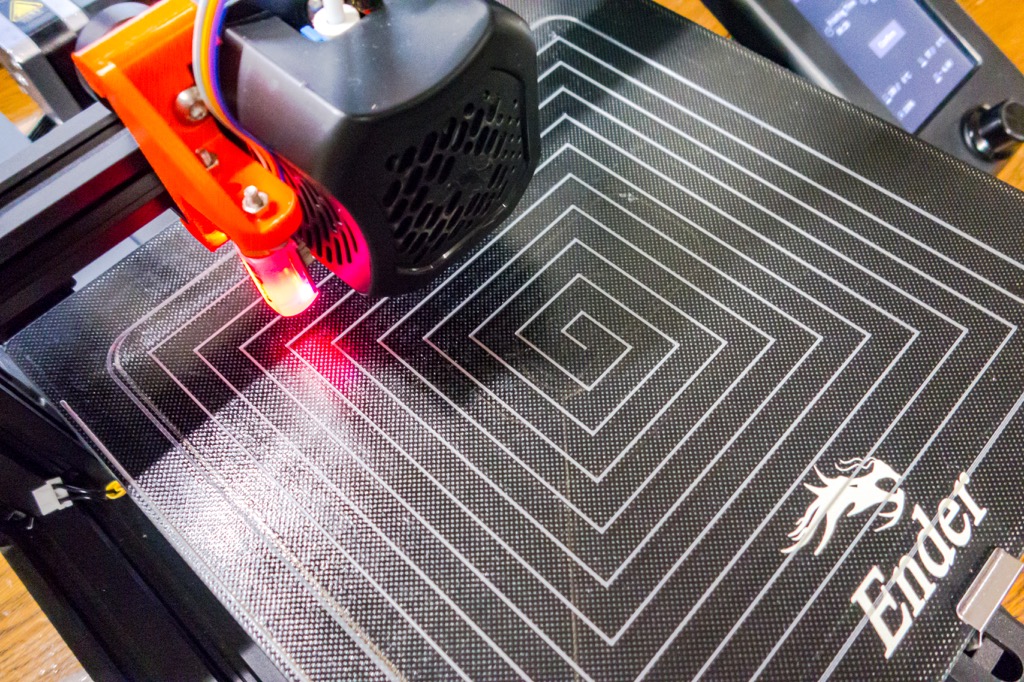
ノズル高のレベル調整方法はいろいろとあるようですが、私の場合はこのシックネスゲージを使いノズル高を数値として視覚化し、必要ならさらにテストパターン等を出力させながらレベルを追い込んでいく感じで行っています。
これまでのコピー用紙のかわりにシックネスゲージを使うことによりノズル高を0.15mmや0.20mmといったように数値化する事ができ、次回のレベル調整の参考値としてや金属製のプレートなのでレベル調整時の感覚もつかみやすくなるかと思います。

ノズル高の調整にシックネスゲージを使ってみる

ノズル先端とヒートベットの間隔(ノズル高)は3Dプリンタにおいて非常に重要となる調整箇所となります。
ノズルとベットとの距離が近すぎるとノズルから押し出されたフィラメントがベットとの距離が近いため圧力がかかりノズル両端に膨らんで排出されたり、またノズルが高すぎると1層目のレイヤーがきちんとベットに定着せずに反りが発生しやすくなったり、造形物のズレや造形物自体が途中で剥がれてしまうなどの原因になります。
ノズルとベットとの間隔は約0.2mmが最適
最適なノズルとベットとの距離(ノズル高)は約0.2mmが最適と言われているようです。
3Dプリンタに付属の説明書などを見るとコピー用紙を1枚(約0.2mm)挟んで調整するように説明されていることが多いかと思います。
ヒートベット上の4隅にコピー用紙を置き、レベリングナットを回し何度も調整していく・・・3Dプリンタをやられている方ならご存知の例のアレですね!
しかし、この職人技的調整方法は私は非常に苦手で・・・
はじめての3Dプリンタを購入した当初からこの作業、毎回面倒だなぁーなんて思っていました。
実はこの作業、オートレベリング化によりかなり楽になりました。
私の使っているEnder3 V2ではこの作業の面倒さから早々にBLTouchを取り付けオートレベリング化させました。
オートレベリング化によりベット上の各ポイントのメッシュデータを取ることにより、基準点(センター)のみの調整であとは全てのポイントで同じノズル高になるように自動的に調整する事が出来るようになります。

ノズルとベットとの距離(ノズル高)の調整は基準となるセンターのみの調整で完了するので非常に楽になりました。
同じレイヤー層でもメッシュデータによりZ軸方向の上げ下げを自動的に行い常にどのポイントでもノズル高が均一となるように動いてくれるので、出力させながらの微調整やさらなるレベルの追い込みなども行いやすくなります。
このようにオートレベリング化は3Dプリンタにおいて非常に有効な手段となりますが、しかしながらオートレベリングと言っても基準となる1点(センター部分)のレベル調整は先述のようにコピー用紙などを使い調整する形となります。
コピー用紙を使った調整ってなかなか難しんですよねー!
紙なのでノズル先端に当たった用紙の感覚とかもつかみにくく・・・
そこでシックネスゲージと呼ばれる薄い金属プレートを使うようになりました。
シックネスゲージを使ってレベル調整してみる
ノズル先端とベットとの距離(ノズル高)をコピー用紙という曖昧なものではなく、数値で管理出来れば便利ということでシックネスゲージと呼ばれる隙間ゲージを使うようになりました。
シックネスゲージはいろいろと販売されていますが、私が使っている安価なタイプのもの(約500円ほどでした)でも便利に使うことが出来ます。
今回はシンワ測定株式会社『シックネスゲージB 100mm 9枚組』のご紹介です。
リーフと呼ばれる薄っぺらい金属製(炭素工具鋼)のゲージが9枚セットになっています。
リーフの厚さは0.04mm/0.05mm/0.06mm/0.07mm/0.08mm/0.10mm/0.15mm/0.20mm/0.30mmの9種類入っています。

要するに、この薄い金属製プレートの組み合わせで厚みを調整して使うということですね。
厚さの許容差など詳しくはこちらの商品ページをご覧下さい!
最小0.04mmの厚さの計測から、組み合わせていくことで0.8mmくらいまでの厚みを作ることが出来ます。
0.20mmのリーフを基準にプリントしていき最適な間隔(ノズル高)を探していくのがいいかと思います。

3Dプリンタのノズル高の調整には0.20mmを1枚使ったり、0.10mm+αや0.15mmなどで厚みを作っていく感じになるかと思います。

コピー用紙と違い金属プレートを当てるのでノズルとの接触具合は分かりやすくなるかと思います。
そしてノズルとベット間の隙間を数値として確認できるのがいいですね。
次回調整時の参考値として記録しておくといいかと思います。
購入時はリーフに油がたっぷりと塗られているため非常にベタベタとしています。
シックネスゲージは非常に薄い金属プレートで錆びやすいためこのような処理がされているようですね。
使用時はこのベタつきが気になり拭き取ってから使っていますが、保管時は適度に油分を加えてあげるのが良さそうです。
3Dプリンタ用途では個別にバラした方が使いやすい?
3Dプリンタのノズル高の調整には先述のように、0.20mmや0.15mm(0.10mm+0.05mm)といった使い方になると思います。
このあたりはいろいろと組み合わせてご自身の環境で試して下さい。
ただ今回使っている9枚組のシックネスゲージはリーフ9枚が金属ハトメにより固定されているため個別で取り外して使うことが出来ない構造となっています。
上記のように組み合わせて使いたい場合などはこれでは使いにくいため、この留め金をペンチ等で外しバラした方が使いやすくなるかと思います。

またシンワ製のシックネスゲージにはリーフが25枚セットになったモデルも販売されています。
こちらではネジ固定により外しやすい形状になっているようですね。

3Dプリンタ用途だけではこれだけのリーフは必要ないかと思いますが、こちらの方が使い勝手はいいかもしれません。

最後に!
測定機器で有名なシンワ製のシックネスゲージですが、今回使ったリーフ9枚組のものは500円ほどで購入する事ができるので、コピー用紙を使ったレベル調整に煩わしさを感じていた方は試してみる価値はあるかと思います。
このような工具を使いノズル高を数値として管理出来るのはいい方法だと思います。
私のEnder3 V2はオートレベリングを導入したため、出力させながらのノズル高調整が出来るため使う機会も減ってしまいましたが、それでも基準点のレベル出しには便利に使えています。
標準のマニュアルレベリングをされている方はさらに使い勝手の良さを感じるのではないでしょうか!
 【3Dプリンタ】フィラメント送り出し機能が付いたドライボックスをDIYしてみました!(ダイソー密封容器5.5L使用)
【3Dプリンタ】フィラメント送り出し機能が付いたドライボックスをDIYしてみました!(ダイソー密封容器5.5L使用)  ペットボトルキャップサイズの可愛い小物入れを作ってみました!【STLデータ公開】
ペットボトルキャップサイズの可愛い小物入れを作ってみました!【STLデータ公開】  【3Dプリンタ】BLTouch(オートレベリング)化で出力させながらのレベル微調整も容易になりました!【Ender3 V2】
【3Dプリンタ】BLTouch(オートレベリング)化で出力させながらのレベル微調整も容易になりました!【Ender3 V2】  【3Dプリンタ】半年ほどArtillery Geniusを使ってきましたが、やはり基本性能が高いコスパのいい機種ですね!(Ender3 V2との比較)
【3Dプリンタ】半年ほどArtillery Geniusを使ってきましたが、やはり基本性能が高いコスパのいい機種ですね!(Ender3 V2との比較)  3Dプリントパーツでジョイスティックコントローラーを作る!電子工作用途で便利に使えます。【STLデータ公開】
3Dプリントパーツでジョイスティックコントローラーを作る!電子工作用途で便利に使えます。【STLデータ公開】  【3Dプリンタ】縦置き&横置き両対応の小型はんだ吸煙器を作ってみました。これ結構便利です!【STLデータ公開】
【3Dプリンタ】縦置き&横置き両対応の小型はんだ吸煙器を作ってみました。これ結構便利です!【STLデータ公開】  3Dプリンタ歴半年となりましたが普段使っているあると便利なアイテム4選をご紹介!
3Dプリンタ歴半年となりましたが普段使っているあると便利なアイテム4選をご紹介!  【3Dプリンタ】造形物の糸引きやヒゲの処理に『ポケトーチ』を使うと便利ですよ!
【3Dプリンタ】造形物の糸引きやヒゲの処理に『ポケトーチ』を使うと便利ですよ! 

コメントを残す