
3Dプリンタを使うようになり半年ほどが経ちました。
主に電子工作用途の趣味で使っていますが自分がイメージしたものを形に出来る・・・これって本当に素晴らしく楽しいものですね!
3Dプリンタ用のSTLデータはネット上に無料で多数公開されているためそれを使えば既存のものならある程度は簡単に作れるわけですが、自分がイメージしたものや完全にオリジナルのものを作ろうと思えば3D CADなどモデリングの知識も必要となってきます。
このあたりが、3Dプリンタを万人にオススメできるものでない部分でもあります。
実際に3Dプリンタを使ってみるとモデリングの知識もそうなのですが、3Dプリンタ側の調整や設定などで出力結果が大きく変わってくるので非常に難しいものだと感じます。
私の場合は完全に3Dプリンタというものにハマってしまい楽しさが先行しているためかそのような苦労も全く苦にならずやっていますが・・・
検索から本記事を見て頂いている方は少なからずこのようなハードルを突破し3Dプリンタを楽しまれている方々だと思います。
3Dプリンタって造形物を出力させるのも楽しいわけですが、3Dプリンタ自体をカスタマイズ等させるのも楽しいものですよね!
Ender3 V2は比較的安価で購入できる機種にしてはその造形精度は非常に高い印象を受けます。
Ender3シリーズは使われている方も多いことから海外等でカスタマイズやトラブル発生時の対応など多くの情報が上がっているため、私のように初めての3Dプリンタとして選択される方が多い機種となります。
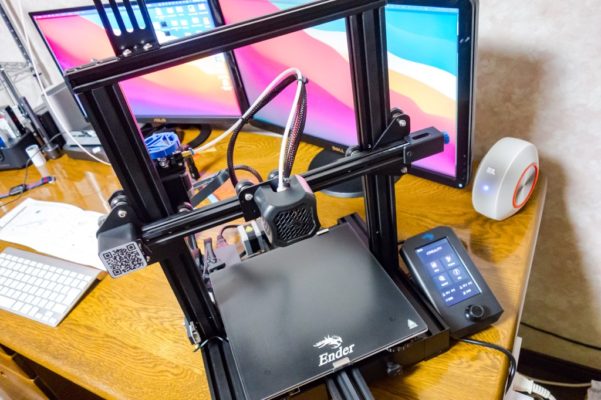
そして使うようになり半年ほどが経ちましたが、使っていて気になる箇所を少しずつカスタマイズさせています。
そんな事で今回はEnder3 V2をダイレクトエクストルーダー化させたという話となります。
FDM方式の3Dプリンタにはエクストルーダー部分の構造によりボーデン式とダイレクト式に分けられます。
Ender3 V2標準仕様では、プリントヘッドからエクストルーダー部分が切り離された構造でフィラメントをガイドするための長いPTFEチューブで繋がれたボーデン式が採用されています。
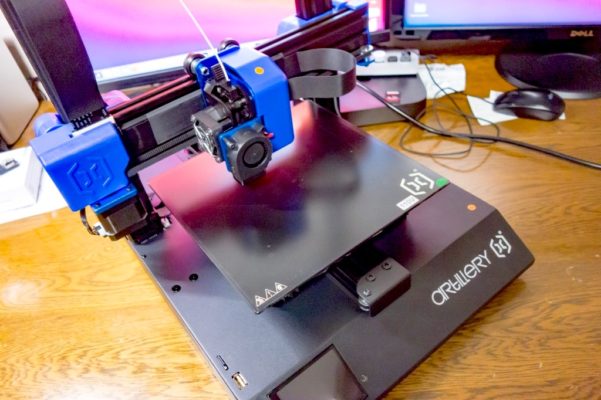
これに対してプリントヘッドにエクストルーダーを直接取り付けるダイレクト式はボーデン式のようなフィラメントをガイドする長いPTFEチューブがないことから、エクストルーダーから押し出されたフィラメントを直接ノズルまで誘導する事が出来るためフィラメント排出が安定しやすくなるといったメリットが生まれます。
ボーデン式・ダイレクト式のエクストルーダーはそれぞれ長所・短所があり一長一短ではありますが、もう1台使っているダイレクト式の3Dプリンタ『Artillery Genius』の2台で運用しているとダイレクト式を使うメリットの方が多そう?と感じ、今回Ender3 V2の方もダイレクトエクストルーダー化させることにしました。
はじめてのダイレクトエクストルーダー化ということもあり完成までに非常に時間がかかりました。
同様にEnder3 V2をダイレクト化させたいという方多いと思いますので、その手順をご紹介したいと思います。
目次
Ender3 V2をダイレクトエクストルーダー化させる手順
今回Ender3 V2をダイレクトエクストルーダー化させましたが、他のEnder3シリーズの機種でも同様の手順で行えると思います。(固定ブラケットのサイズ等多少異りますが!)
その前にエクストルーダーのボーデン式とダイレクト式の違いを少し見ておきましょう。
ボーデン式とダイレクト式の違いは?
先述のようにFDM方式の3Dプリンタにはそのエクストルーダー部分の形状(構造)によりボーデン式とダイレクト式に分けられます。
Ender3シリーズの機種は標準仕様ではボーデン式のエクストルーダーが採用されています。
エクストルーダーがプリントヘッドから切り離された形状となり、フィラメント送りをガイドするための長いPTFEチューブで繋がれた形状となっています。
重いエクストルーダー部分がプリントヘッドから切り離されているためプリントヘッド自体の重量を軽くする事ができます。
そのためダイレクト式と比べX軸方向・Y軸方向の動きによる慣性力を小さく抑えることが出来るといったメリットがあります。
しかしその反面、フィラメントをガイドするための長いPTFEチューブを通す必要があるためチューブとフィラメントの摩擦により送り出しには大きなトルクが必要となるためモーターが大型化したり、チューブの長さ分フィラメントがエクストルーダーとプリントヘッドと離れているため、その追従性は悪くなります。
そのためTPUやナイロン系のような柔らかいフィラメントを使用する場合は不利となります。
またフィラメントの押し出しや戻す動作リトラクションの反応も悪くなり糸引き発生などの原因にもなります。
このようなデメリットを補えるのがダイレクト式になるかと思います。
エクストルーダーから押し出されたフィラメントを直接ノズルまで誘導できるためフィラメントの排出が安定しやすくなります。
そのためTPUなど柔らかいフィラメントでもボーデン式と比べ安定感が増します。
またフィラメント押し出しや戻すリトラクションの反応が向上し糸引きなどの解消にもなります。
ボーデン式のEnder3 V2とダイレクト式のArtillery Geniusの2台の3Dプリンタを運用していますが、その両機を比べてみて大きな違いとして感じた箇所が上記となります。
それぞれ長所・短所がありどちらの方がいい?とは一概には言えないわけですが・・・
デュアルZ軸構成は必要か?
ボーデン式とダイレクト式の違いが分かったところでEnder3 V2のダイレクトエクストルーダー化をやっていこうと思いますが、その前にもう少し他のカスタマイズについて書いておきます。
先述のようにダイレクトエクストルーダーはプリントヘッド部分とエクストルーダー部分を一体化させるため、その分プリントヘッド自体の重量が大きく増加してしまいます。
そのためダイレクト化キットを手にした際にその重さから私は先にデュアルZ軸構成にカスタマイズさせました。
Ender3シリーズの機種は標準仕様でZ軸の駆動には1つのステッピングモーターで動かす構造となっています。
ダイレクト化にあたりプリントヘッド部分の重量が大きく増加するため、モーターがない方向(Ender3 V2では向かって右側)にいくにしたがいそのZ軸方向の誤差は大きくなる?
検証が出来ていないのですが、シングルモーターの場合でも多少の誤差は発生していたことからシングルモーターでのダイレクト化はさらに大きく誤差が発生しそうですが・・・どうでしょうね?
そんな事でダイレクト化の前に私はデュアルZ軸構成にカスタマイズさせてから行いました。
デュアルZ軸構成へのカスタマイズはこちらの記事を参考にして下さい。
Creality公式 Titanエクストルーダーキット
少し前置きが長くなってしまいましたが、ここからが本題です。
それではEnder3 V2のダイレクトエクストルーダー化をやっていきましょう。
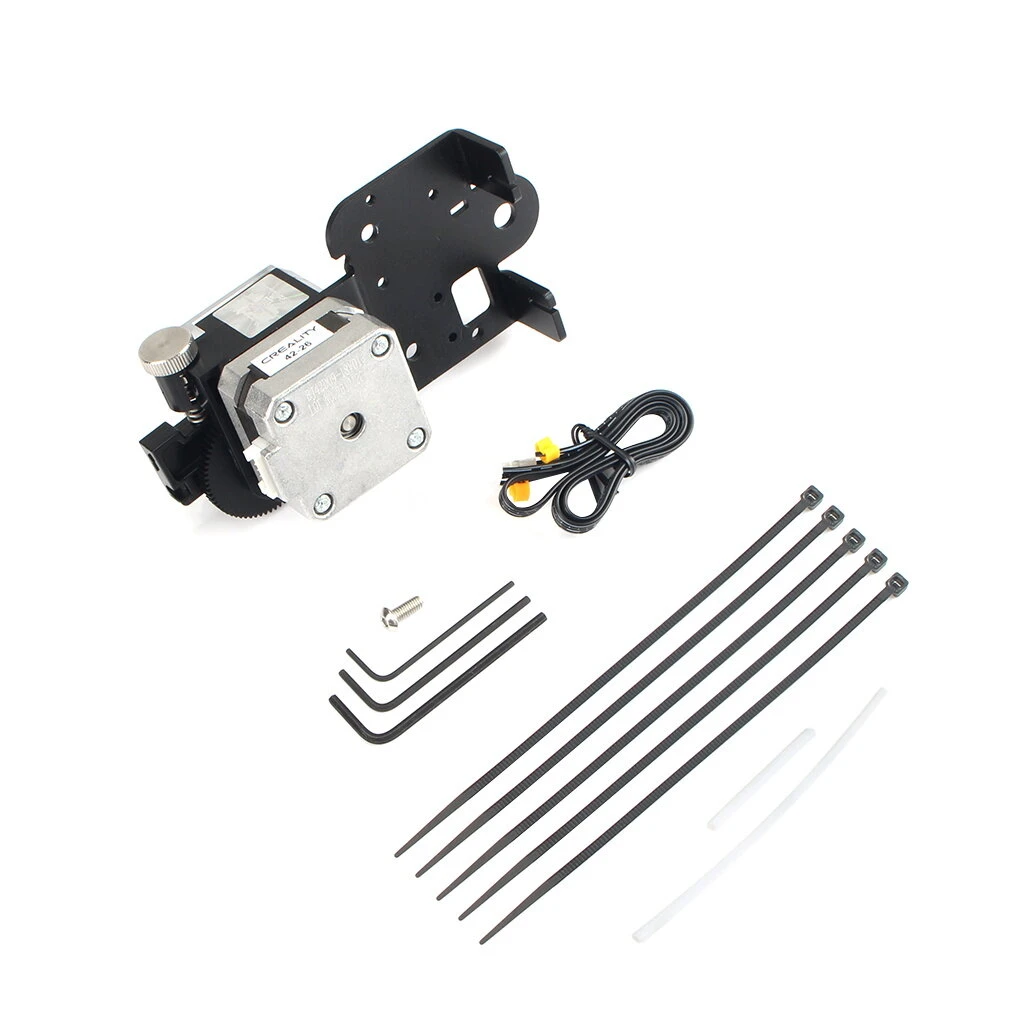
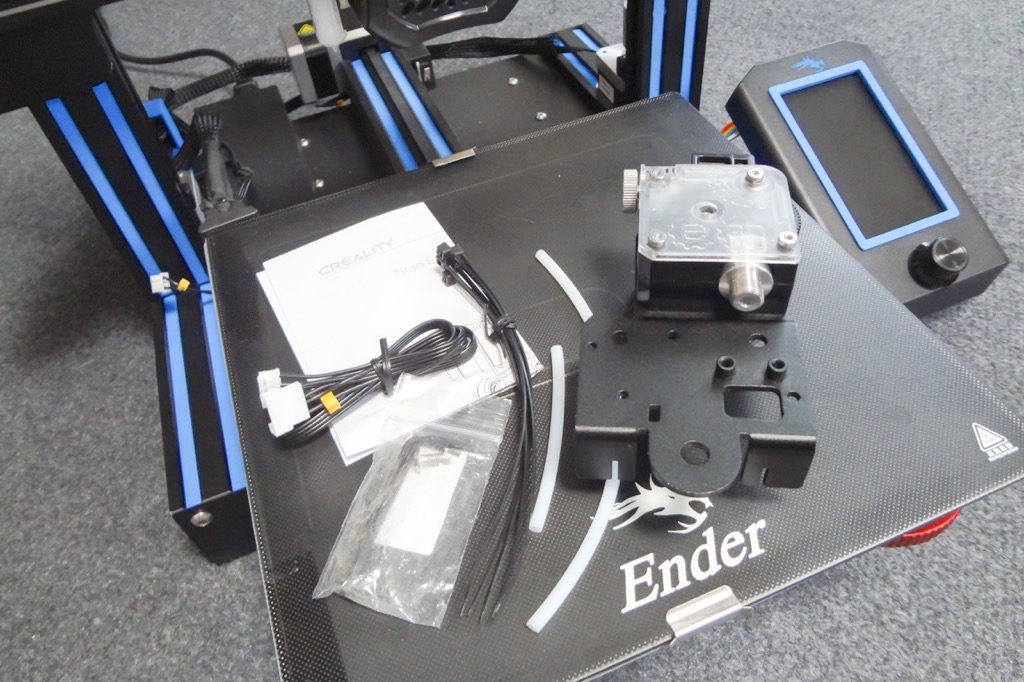
ダイレクト化にあたりいろいろとエクストルーダーは販売されているようですが、今回使ったのはCreality公式アップグレードキットとして販売されているこちらのTitanエクストルーダーキットを使いました。

Creality公式で販売されているキットなので私のような初心者にも安心かな?ということで選択したのですが・・・付属ブラケットの寸法が少し難ありなキットとなり手こずりました。(後述します)
公式キットなのに・・・!
そのためブラケットを新たにモデリングして作る必要があり時間がかかってしまいました。
一連の流れをTwitterにアップしていたので順を追って見て頂ければと思います
週末休み取れたので、Ender3くんのダイレクトエクストルーダー化をやってみようと開けてみたけど・・・
すごい事になってた!
ファンのお掃除なんて初めて😬
たった半年なのに! pic.twitter.com/8LwYZyqMqc— ガジェット大好き!! (@smartphone_jp1) July 9, 2021
Titanエクストルーダー本体の他にPTFEチューブとCreality高級ノズルセットが付属したこちらのキットを今回Banggoodさんからご提供して頂きました。



またTitanエクストルーダー本体のみの販売もされています。
基本的には上記付属品の有無のみの違いとなるのでどちらを選択しても問題ありません。

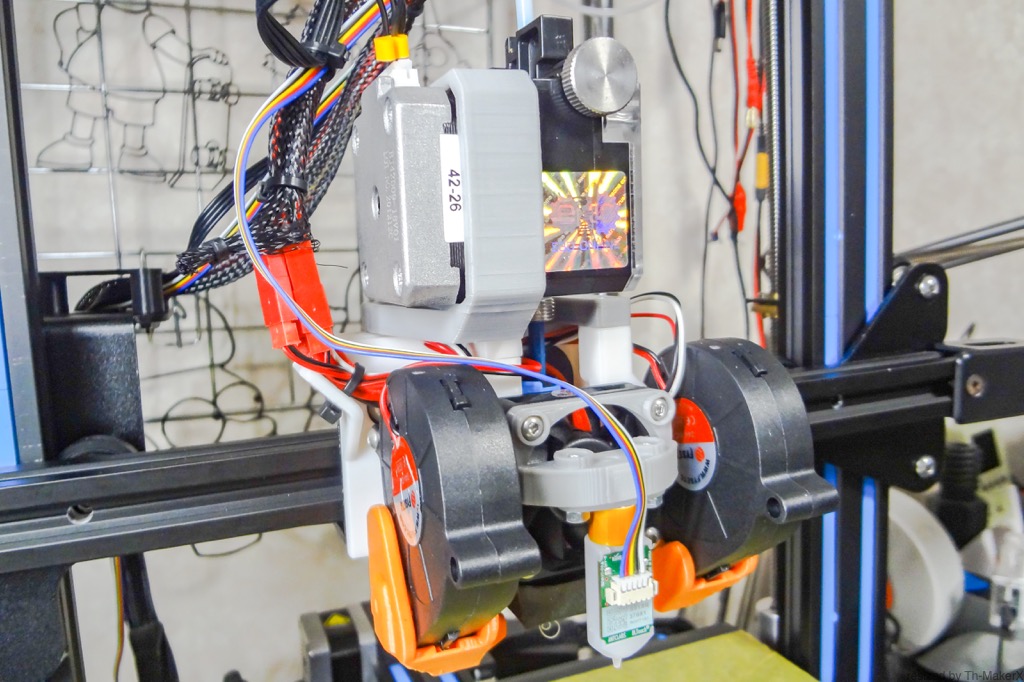
Titanギアを使ったエクストルーダーとなり1/3減速ギアが使われておりトルクが増すため標準の42mm×42mm×40mmのステッピングモーターに対し、42mm×42mm×26mmの薄いパンケーキサイズのステッピングモーターが使われています。
その分、プリントヘッドの重量増加も抑えられるようになっています。

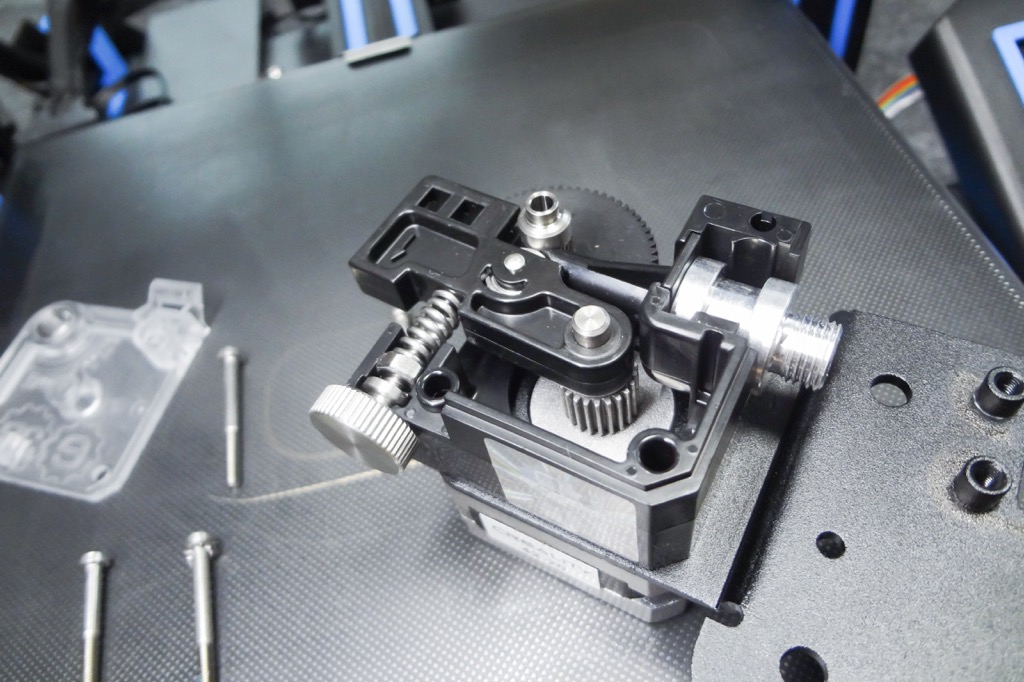
しかしギア比等が変わるためフィラメントの送り出し量の調整(ステッピングモーターのステップ値の変更)が必要となってきます。
これに関しては後述します。
Creality公式から販売されているEnder3 V2専用キットとなりますが、付属説明書を見るとEnder3 Proなど他のEnder3シリーズの機種でもマウントは可能となっているようです。(ブラケットの変更が必要かもしれませんが!)
こちらの記事では、Ender3 V2を前提に進めていきます。
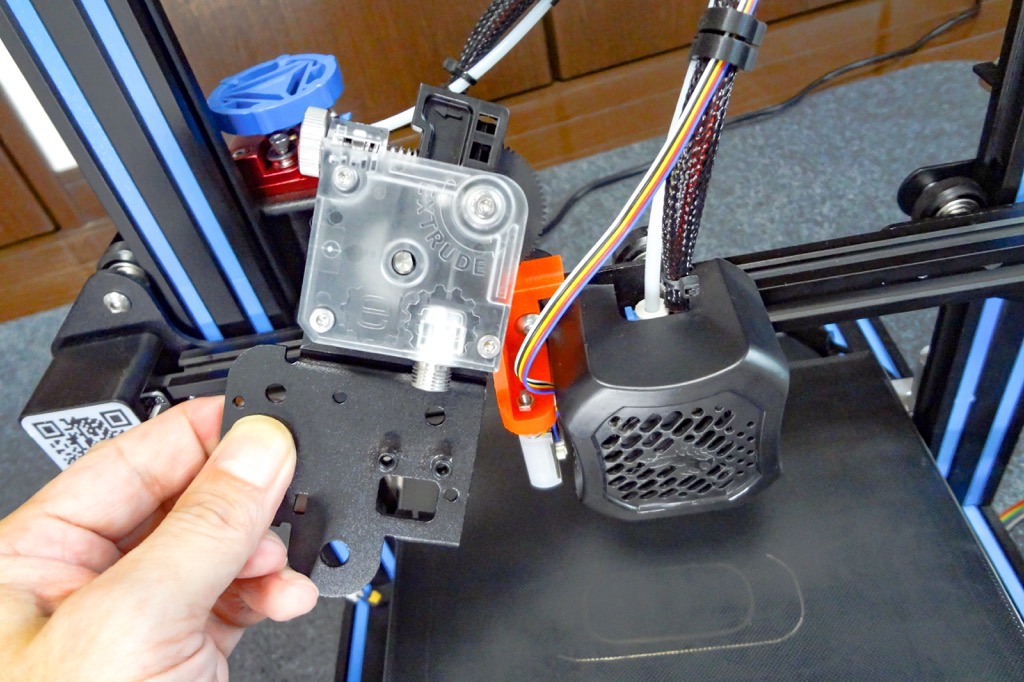
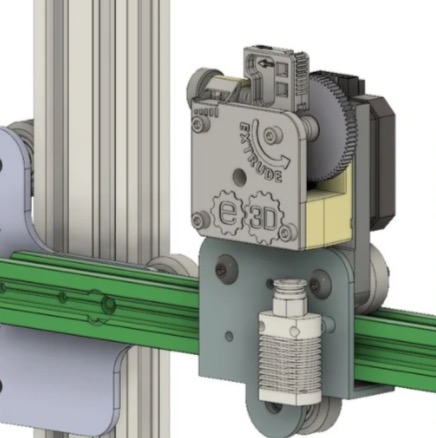
プリントヘッド部分を固定している標準プレートをキット付属の長いもにに付け替えエクストルーダーを一体化させるというものなのですが・・・
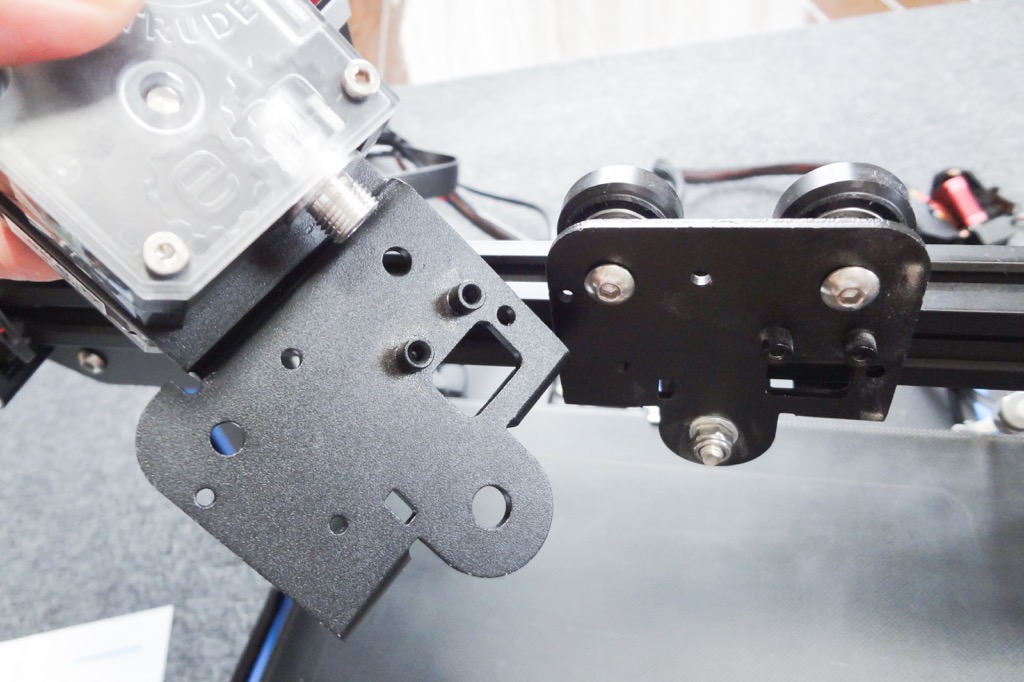
この付属しているプレートのサイズがどうも難ありなようです!
まずこの付属プレートに変更し固定するとステッピングモーターが本体フレームに接触してしまいます。
これだけなら短いスペーサーを追加してなどの策もあるのですが、ホットエンドへガイドするPTFEチューブも真っ直ぐ差し込むことが出来ず・・・
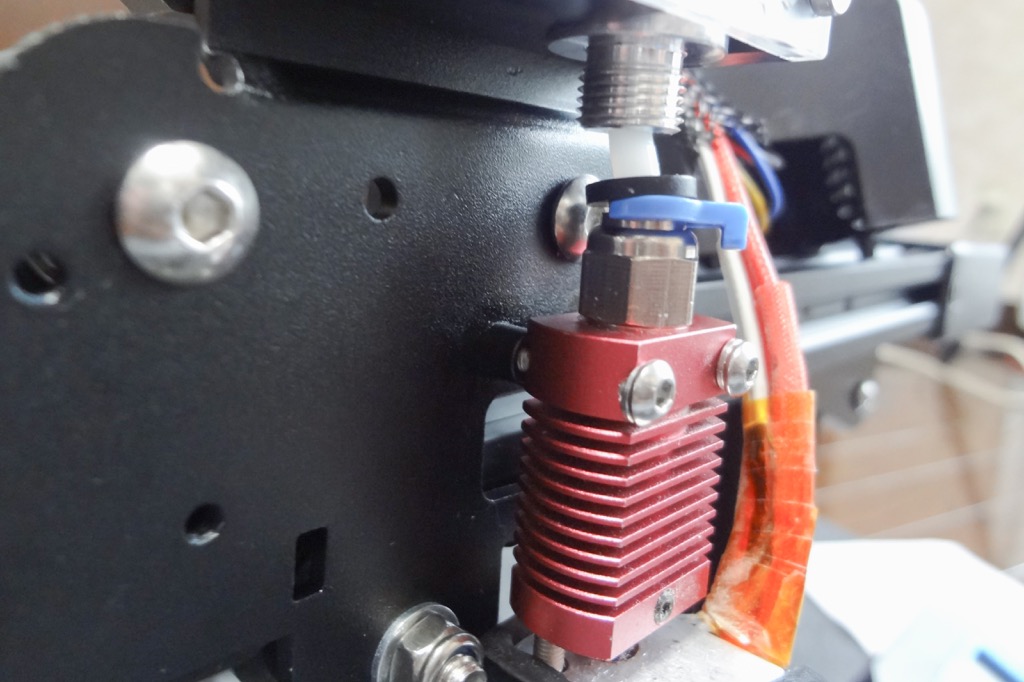
これはもうこの部分のブラケットを作るしかないということで、標準で使われているプレートにエクストルーダー部分を取り付けるマウンタを作成しました。
こちらのEnder3やCR-10用に作られたデータを参考にEnder3 V2に合うようにビス穴等を調整したものとなります。
以下、Thingiverseに公開したのでこちらからダウンロードできます。
このブラケットに関しては以下の記事でも紹介しているので、こちらも参考にして下さい。
組み立て
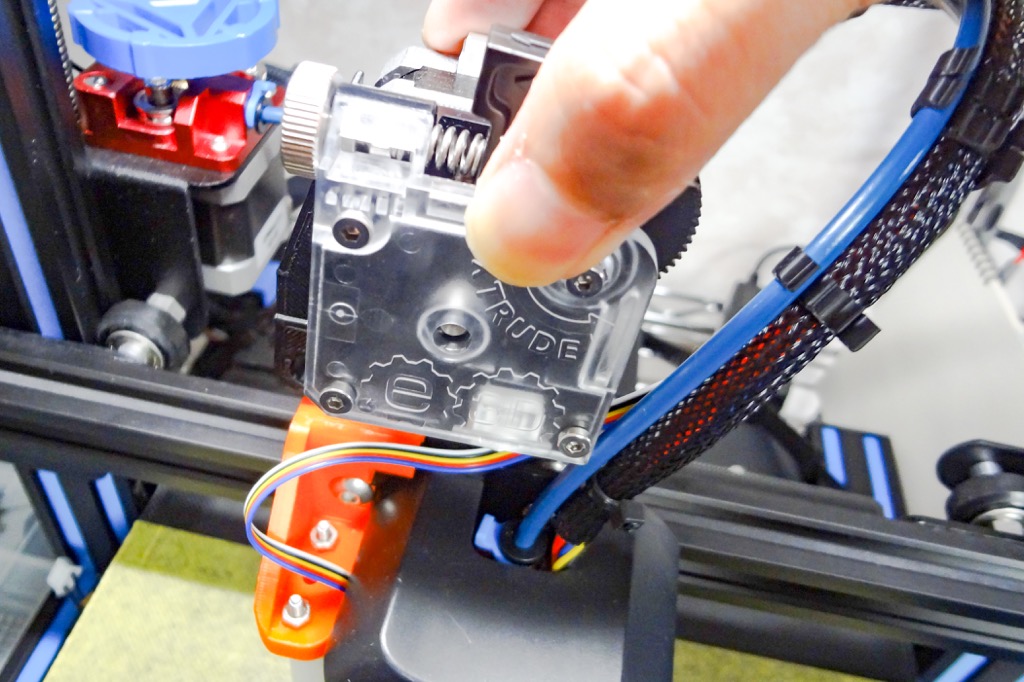
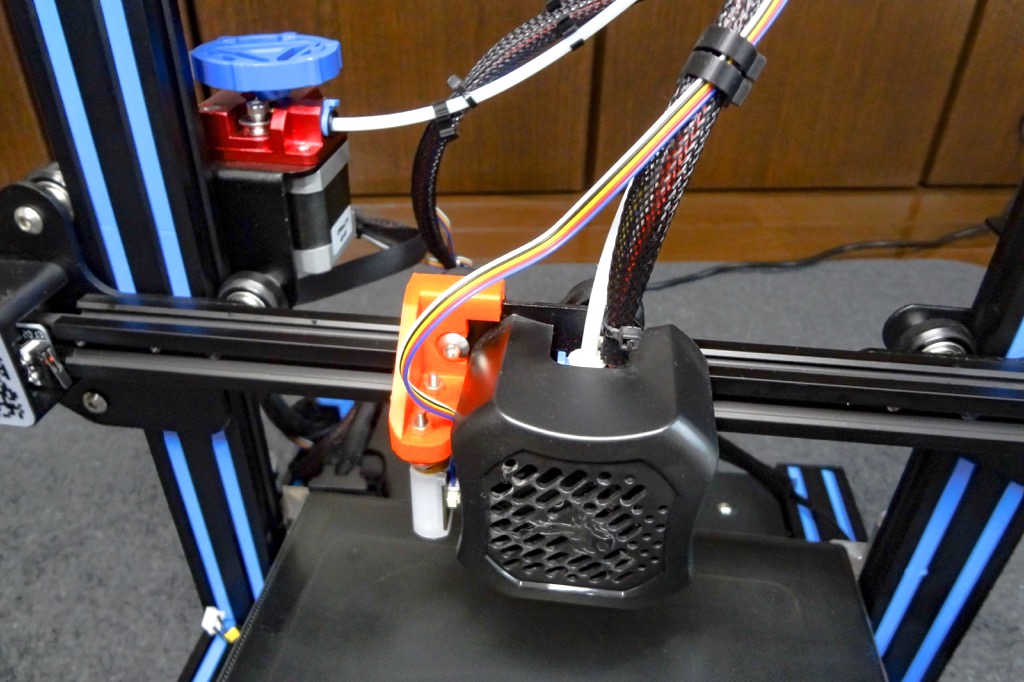
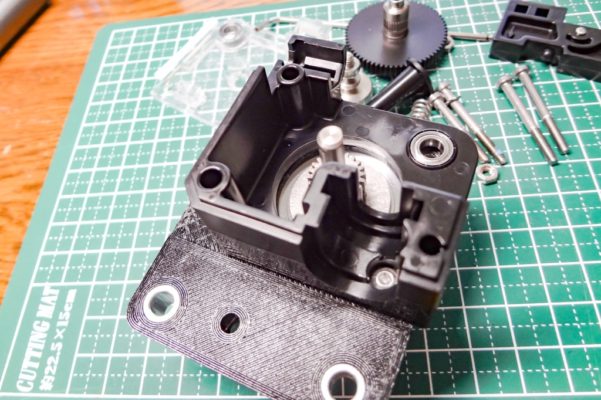
上記理由により標準で使われているプレートの上にエクストルーダー部分をマウントするブラケットを追加で取り付ける形としました。
プリントヘッド部分を全てバラし取り付けていきます。
エクストルーダーも付属の長いブラケットから外しこの作成したブラケットに固定していきます。
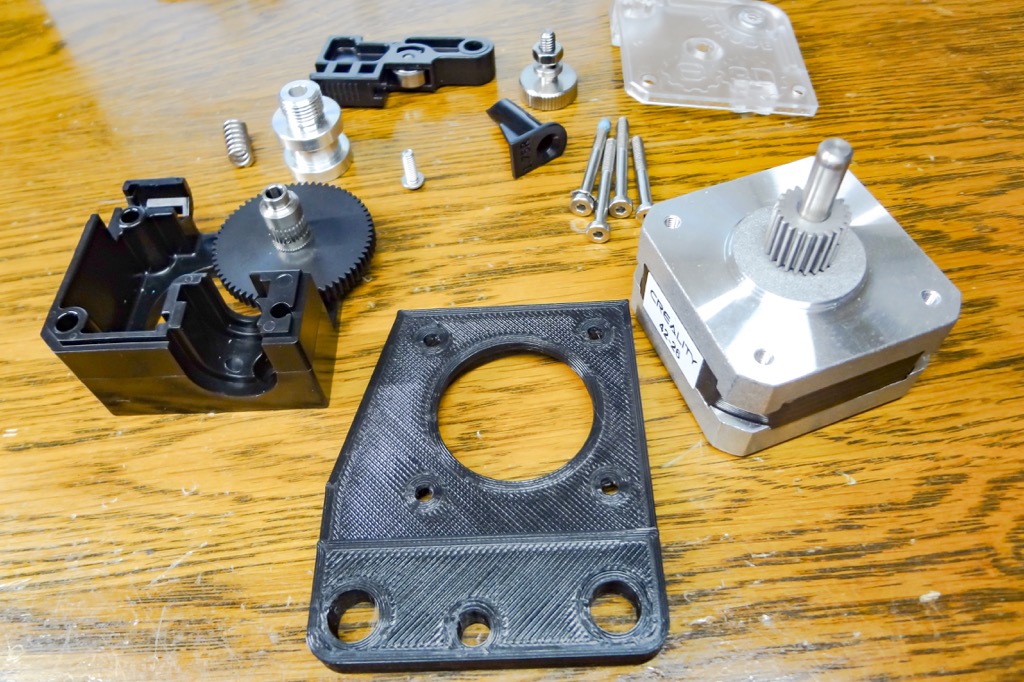
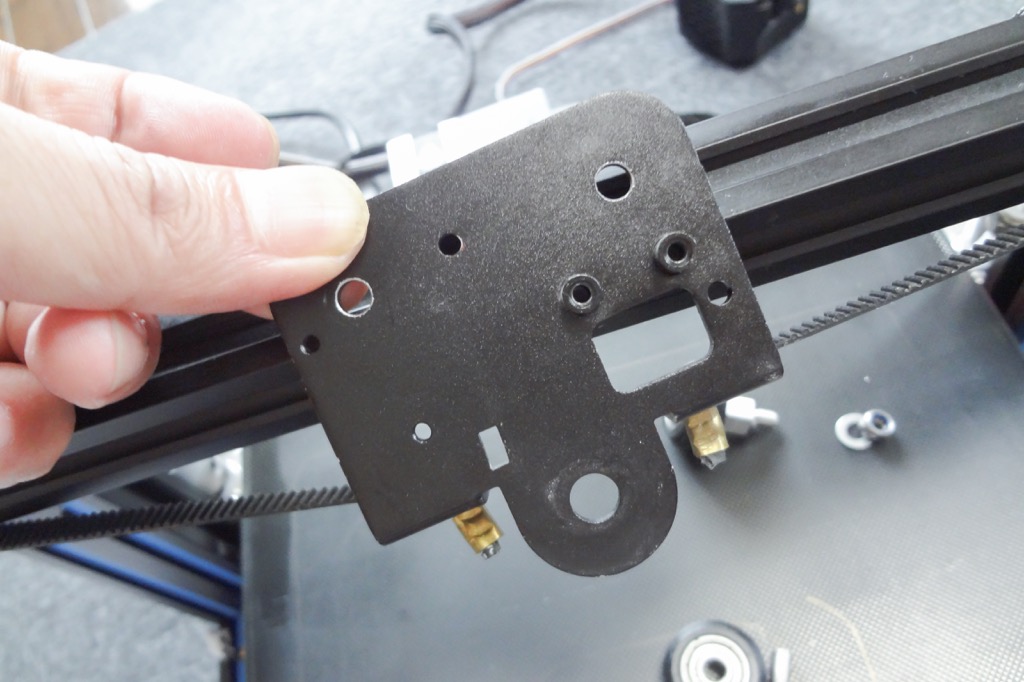
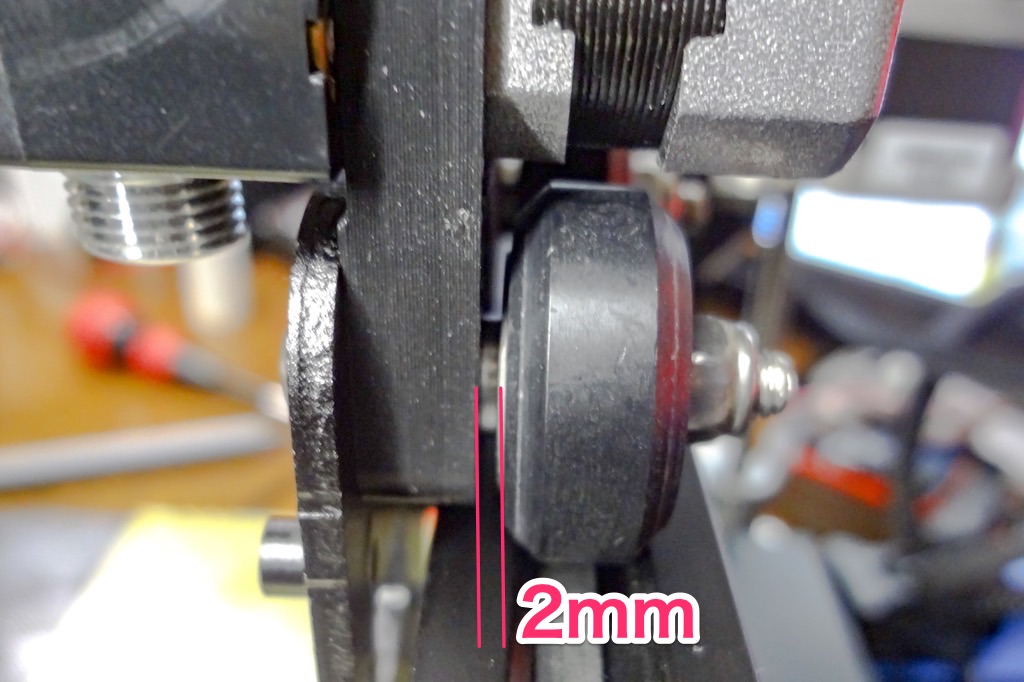
標準で使われているローラーのスペーサー(2個)を作成したブラケットに取り付けます。
上記オリジナルのものより寸法を少し大きく調整しているのでプラハン等で軽く叩くと入っていき綺麗に固定されます。

スペーサーはプレートに取り付けた時、後ろ側に2mm出っ張っる形状となります。
あとはバラした時の手順で組み上げていきます。
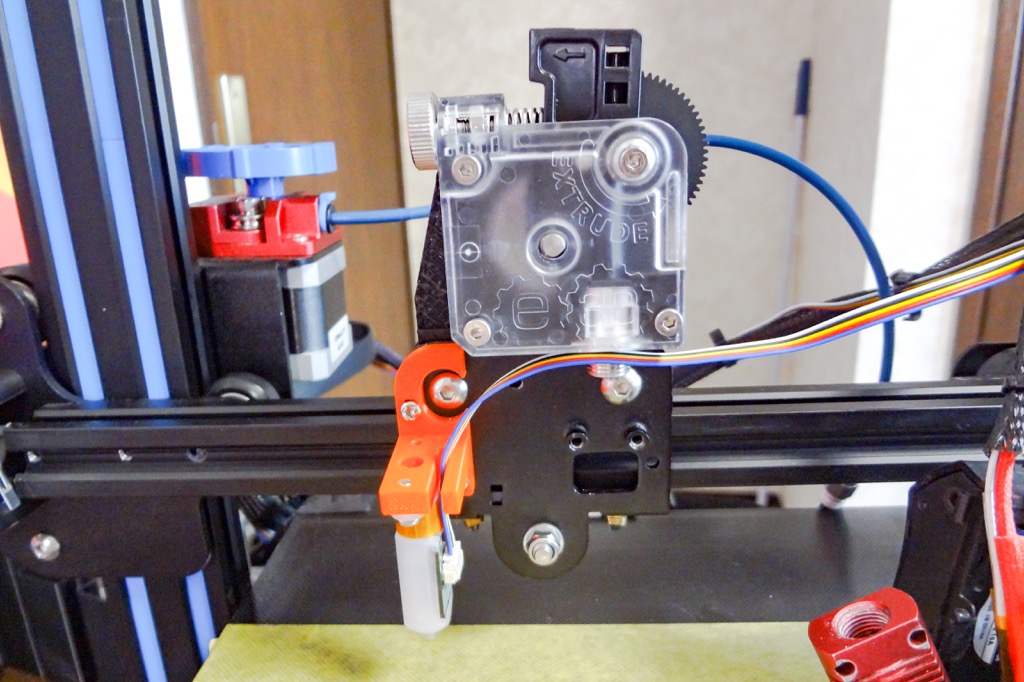
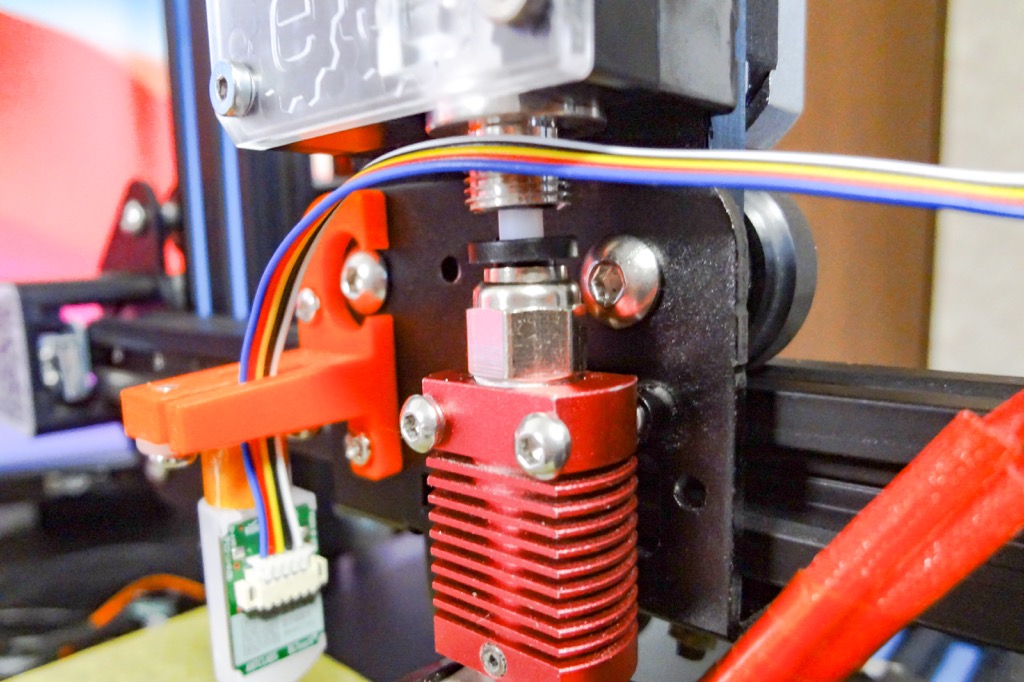
ガイドするPTFEチューブも真っ直ぐ差し込むことが出来ます。
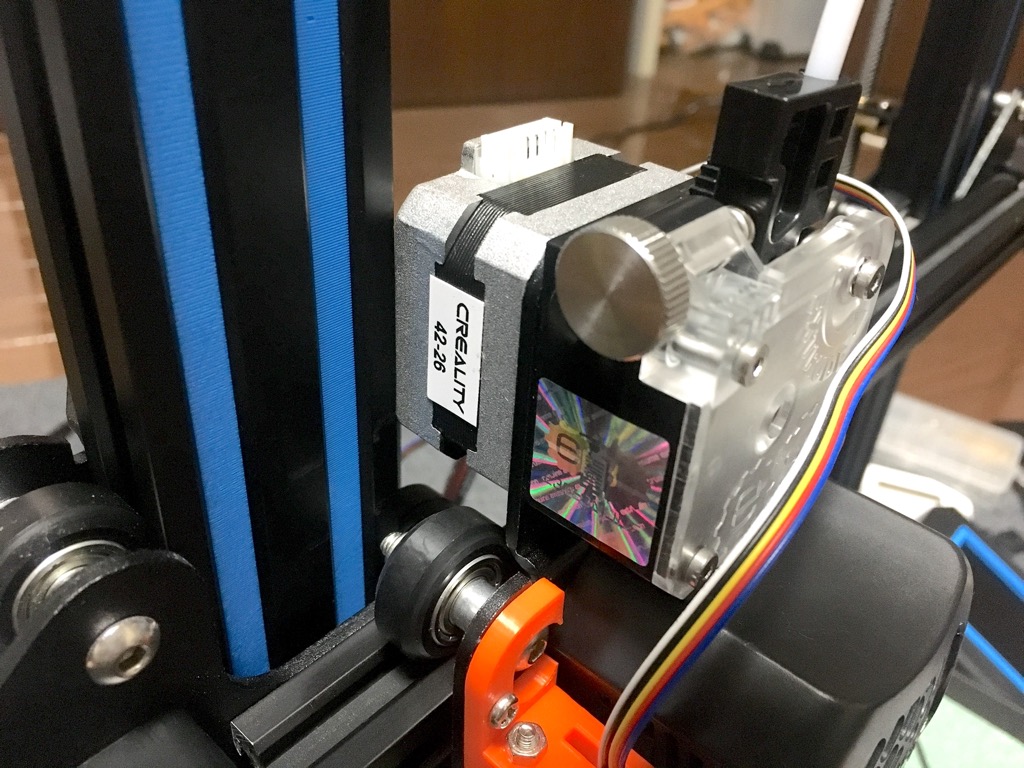
これで計算上ステッピングモーターが3mmフレームと離れるように固定することが出来ます。
ステッピングモーターとの配線は、標準エクストルーダーに付けられていた配線を外しキット付属の延長ケーブルを追加し接続する形となります。
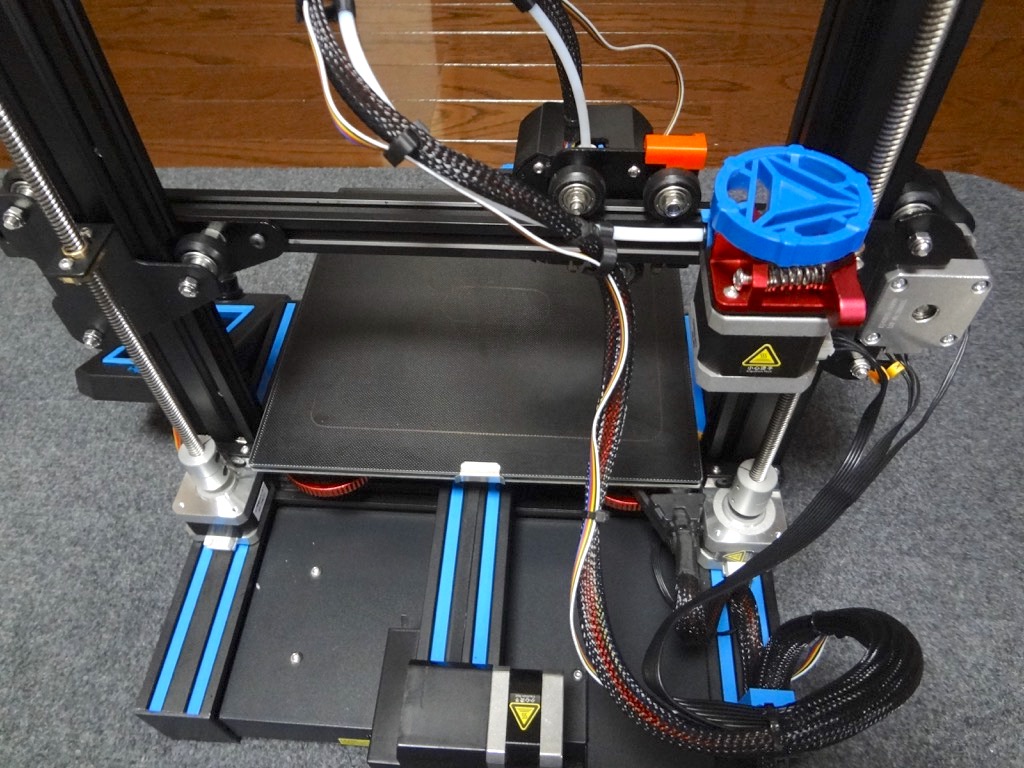
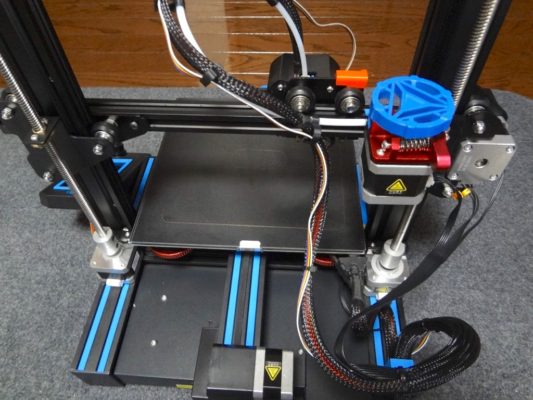
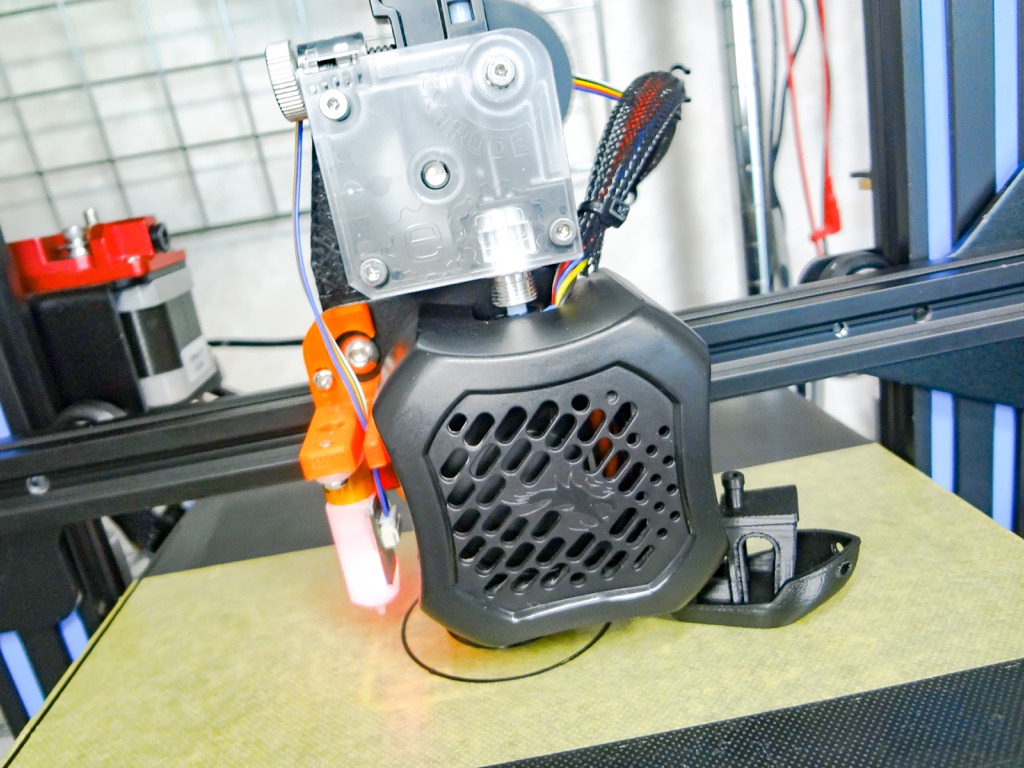
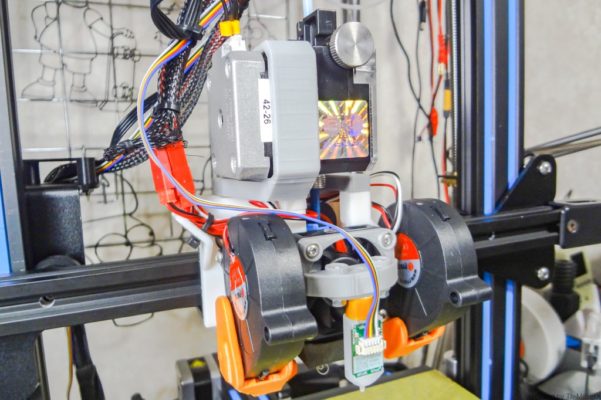
無事ダイレクトエクストルーダー化が出来ました。
次にエクストルーダーのステッピングモーターの調整(1mmあたりのステップ数の調整)をやっていきます。
ステップ値の調整
ハード部分は完成しましたが、ここから少しソフト側の調整が必要となります。
今回、Titanエクストルーダーキットを使いました。
Titanギアは1/3減速ギアが使われているので、エクストルーダーのモーター押し出し量(1mmあたりのステップ値)の調整が必要となってきます。
エクストルーダーのステップ値の調整は微調整ならEnder3 V2本体から設定は可能なのですが、Titanギアが使われているので大きくそのステップ値が変わってきます。
3Dプリンタ本体から一応その項目を確認してみます。
Transmission ratio E 93.0がEnder3 V2初期状態では設定されています。

Titanエクストルーダーの場合この数値が400前後になるようですが、3Dプリンタ本体からでは186.0までしか増減させることが出来ません。
3Dプリンタ制御ソフトの導入
使われているmarlinファームウェアを書き換えるのは敷居が高くなるので(私も全ての設定項目を理解しきれていないので)、PCと接続しEEPROMファイルの内容を変更しこのステップ値を変更したいと思います。
marlinファームウェアはよく出来ていて、EEPROMに書き込まれた設定項目(差分データ)を起動時に読み込み、その項目の変更が行われるようになっています。
そこでPCと接続しこのEEPROMファイルに書き込まれた項目のみを変更して対応する事が出来ます。
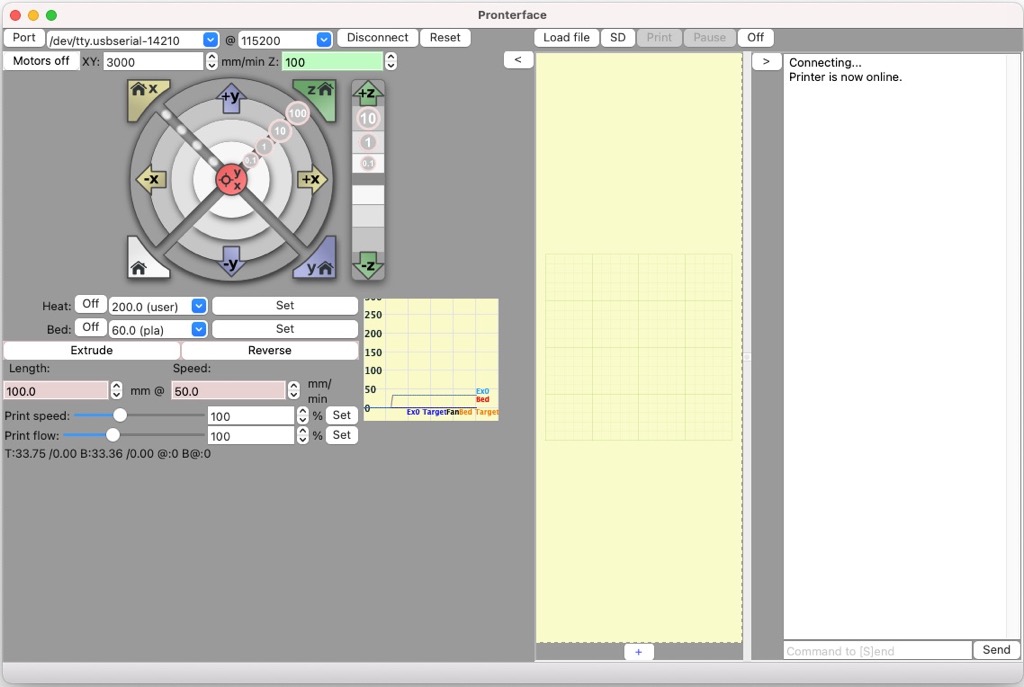
PCと接続し3Dプリンタを制御するためのソフトはいろいろとあるようですが、Twitterで教えて頂いたPrintrun(Pronterface)というソフトを使って今回エクストルーダーのステップ値の調整をやっていきます。
なるほど🙇♂️
ちなみに3DプリンタをPCと接続した事がないのですが・・・
PCからGコードを実行出来るソフトっていろいろとあるようですが、一般的に?みなさん使われるソフトって何がいいのでしょうか?(用途とかにもよると思うのですが🙇♂️)
— ガジェット大好き!! (@smartphone_jp1) July 18, 2021
まずはこちらからPronterfaceをダウンロード&インストールして3DプリンタとUSB接続します。
Ender3 V2本体のUSB端子は前面のSDカードスロットル横にあります。
ステップ値の変更部分のみご紹介し、その他の詳しい使い方は今回割愛します。
ここからコマンドを打ち込みEEPROMファイル(Ender3 V2に挿入しているSDカード内のEEPROMファイル)の内容を変更していきます。
marlinファームウェアのG-Codeコマンド一覧はこちらを参考にして下さい。
参考 G-code IndexMarlin現在の設定内容の確認&変更
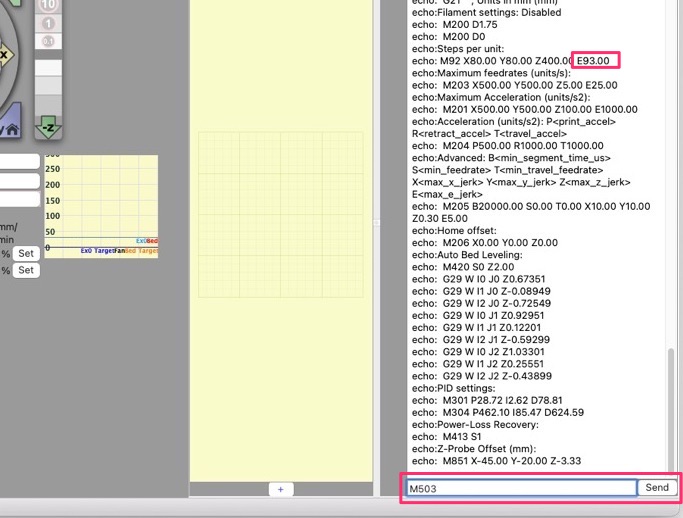
まず現在の設定内容を確認します。
M503と打ち込み[Send]または[リターンキー]を押します。
現在の設定内容が一覧で表示されます。
エクストルーダーの押出量(1mmあたりのステップ値)は先程確認した93.00に設定されているのが確認できます。
ここからエクストルーダーを動かし、実際に押し出されたフィラメントの長さからこの値を計算し変更&調整していきます。
最終的にTitanエクストルーダーでは400前後の値となるようですが、とりあえず300.00あたりから調整していきます。
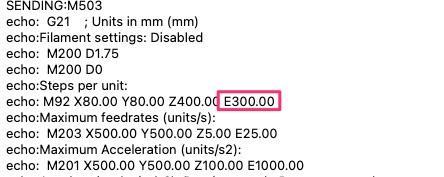
M92 E300とコマンドを打ち込みステップ値を変更します。

一応確認でM503ともう1度コマンドを打ち込むと先程確認した部分が300.00に変わっているのが分かります。
また3Dプリンタ本体で確認しても変更されていますね。

送り出し量(ステップ値)の変更
ここから実際にエクストルーダーを動かし調整していきます。
話が少し前後してしまいますが、今回はエクストルーダーを取り付ける前に調整しました。
まずはステップ値を300と設定した状態でどれくらいの長さフィラメントが押し出されるか確認します。
フィラメントを装着し基準の位置を決め、そこから計算しやすい100mmの位置に目印を付けておきます。
ここからエクストルーダーを実際に100mm動かしてみます。

ちなみにPronterfaceから押し出し量の設定やノズル温度設定等ができ3Dプリンタを直接制御出来るので便利ですよ!
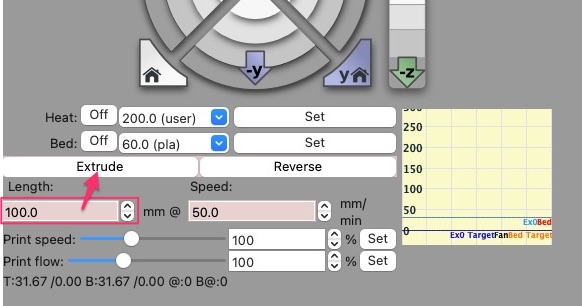
そして100mm動かすとこのようになりました。
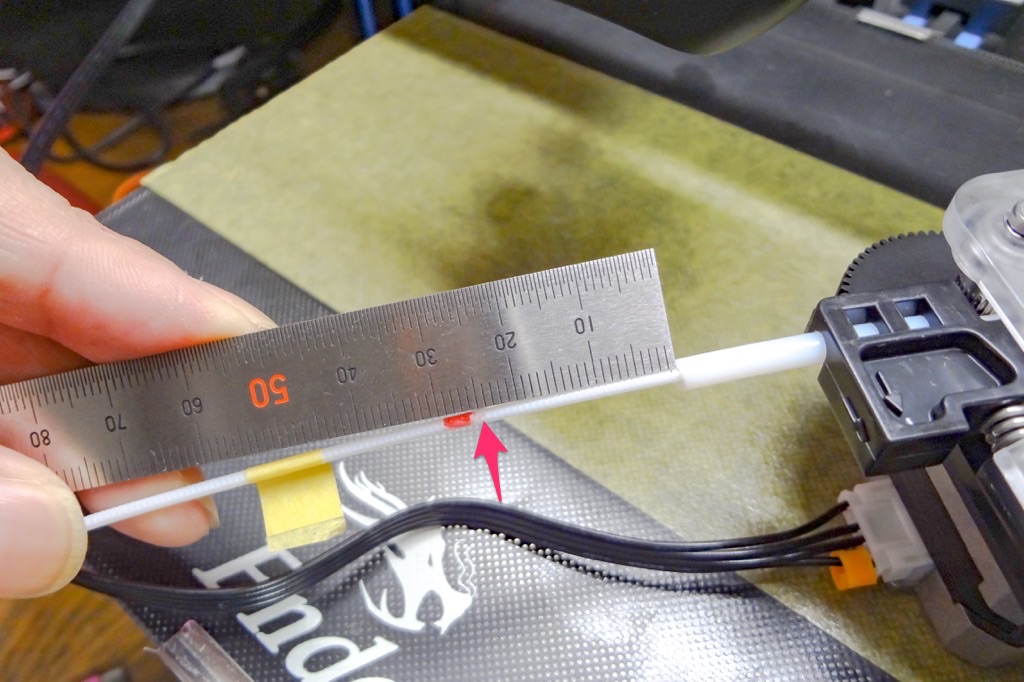
この場合、基準の位置から25mmの位置で停止したので実際に送り出されたフィラメントは75mm(100mm-25mm)となることから現在の1mmあたりのステップ値300.0ではまだ少ないということになります。
ここでステップ値を調整します。
最適なステップ値 = (現在の1mmあたりのステップ数) / (実際に押し出された長さ) × 100
このような式に当てはめ補正していきます。
今回の場合、300.0 / 75 × 100 = 400.0となります。
偶然にもピッタリと400となりましたが下1桁まで入力できます。
今度はこの値に変更してやってみます。
上記同様にM92 E400.0とコマンドを入力しステップ値を変更します。
実際にE:400.0で動かした動画が以下となります。
100mm押出の指定に対しちゃんと100mm押し出されているのが分かります。
この投稿をInstagramで見る
今回はエクストルーダーのステップ値を400.0で設定しました。
実際にはこの作業を数回繰り返して指定したフィラメント量がピッタリと押し出されるまで繰り返し微調整していって下さい!
上記M92 E400.0のコマンドを送り現在の設定を変更していますが、この状態ではまだ保存されていないので再起動すると前の設定値に戻ってしまいます。
そこで現在の設定値をEEPROMファイルに保存します。
M500とコマンドを打ち込んで設定内容を保存して完了です。
再起動後、3Dプリンタ本体のLCDモニターやM503コマンドで確認すると400.0となっているのが確認できるはずです!
これで完了です!
お疲れさまでした。
【追記】静音化対策&冷却能力向上のためカスタマイズしました!
本記事でご紹介したTitanエクストルーダーを使い静音化対策&冷却能力向上のためFANダクトをカスタマイズしてみました。
HydraファンダクトをEnder3 V2に完全対応させTitanエクストルーダーをマウントできるように修正しリミックスとして製作しました。
興味ある方はこちらもご覧下さい!
最後に!
Creality公式のキットを使っているのにブラケットの寸法が上手く合わず少し面倒ではありましたが、上手く稼働するようになると非常に良好なようです。
ダイレクトエクストルーダー化にあたり選択肢はいろいろとあると思いますが、Titanエクストルーダーでは1/3減速ギアが使われトルクが増すため小型サイズのモーターで対応出来るためプリントヘッドの重量増加が抑えられるのが良さそうです。
標準仕様のエクストルーダー部分をそのままプリントヘッドの上や横に取り付けるタイプのダイレクトキットもあるようですが、今回使ったTitanエクストルーダー仕様ではステッピングモーターのサイズやギア比が変わってくるためエクストルーダーのステップ値の調整作業が必要となってきます。
この作業私は初めてやったのですが、一度やり方が分かると今後フィラメント押し出し量のキャリブレーションなどにも使えるのでいいかと思います。
また、このようなスリット形状ではフィラメントの押し出しや戻す動作が大きくなり糸引きも多く発生しやすい造形となりますが、ダイレクト化によりリトラクションの反応が向上し糸引きなど大きく解消された印象です!
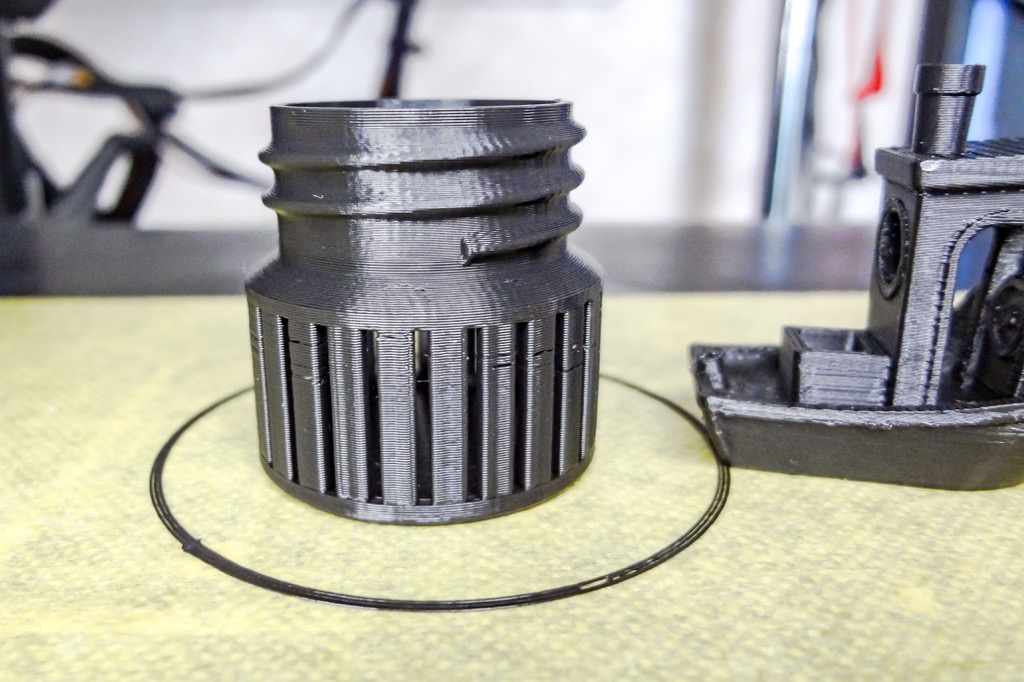
これまでこのような形状のものはもう1台の標準でダイレクト仕様のArtillery Geniusを使ってましたが、Ender3 V2でも綺麗に糸引きせず出力できるようになりました。
TPUなどの柔らかいフィラメントでも非常に有効になりますね。
エクストルーダーの最大送り速度やリトラクト時の加速度設定など気になる調整箇所はまだありますが・・・おいおいこのあたりはやっていきたいと思っています。
これからEnder3 V2のダイレクトエクストルーダー化を考えている方に少しでも参考になればと思います。
 【Fusion360】視点操作に特化した左手デバイス『3Dconnexion SpaceMouse Wireless』が非常に使いやすい!3D CADの必須アイテムですね!
【Fusion360】視点操作に特化した左手デバイス『3Dconnexion SpaceMouse Wireless』が非常に使いやすい!3D CADの必須アイテムですね!  【3Dプリンタ】安価で精度が良い高コスパなKingroon KP3Sですが、Z軸の初期トラブルには注意が必要です!
【3Dプリンタ】安価で精度が良い高コスパなKingroon KP3Sですが、Z軸の初期トラブルには注意が必要です!  【3Dプリンタ】2色造形で可愛い1UPキノココースターを作ってみました!【Thingiverse】
【3Dプリンタ】2色造形で可愛い1UPキノココースターを作ってみました!【Thingiverse】  Pimoroni Badger 2040のシンプルなスタンドを作ってみました!【STLデータ公開】
Pimoroni Badger 2040のシンプルなスタンドを作ってみました!【STLデータ公開】  【3Dプリンタ】フィラメント送り出し機能が付いたドライボックスをDIYしてみました!(ダイソー密封容器5.5L使用)
【3Dプリンタ】フィラメント送り出し機能が付いたドライボックスをDIYしてみました!(ダイソー密封容器5.5L使用)  【電子工作/3Dプリンタ】KSGER T12 Soldering Station(はんだステーション)のスタンドを作ってみました!
【電子工作/3Dプリンタ】KSGER T12 Soldering Station(はんだステーション)のスタンドを作ってみました!  【3Dプリンタ】ドライボックスに取り付ける温湿度計ブラケットを作ってみました!【STLデータ公開】
【3Dプリンタ】ドライボックスに取り付ける温湿度計ブラケットを作ってみました!【STLデータ公開】  PCBWayの3Dプリントサービスを使い自作基板用の透明カラーケースを作る!透明レジンUTR-8100の染色レビュー!
PCBWayの3Dプリントサービスを使い自作基板用の透明カラーケースを作る!透明レジンUTR-8100の染色レビュー! 

コメントを残す